
дә§е“Ғеұ•зӨә
иҒ”зі»жҲ‘们
ж¬ўиҝҺд»»дҪ•еҪўејҸзҡ„иҖғеҜҹ
ж·ұе…Ҙзҡ„дәҶи§ЈпјҢжңүеҲ©дәҺжҲ‘们жӣҙеҘҪзҡ„еҗҲдҪң
жңүж•Ҳзҡ„жІҹйҖҡиғҪдёәжӮЁжҸҗдҫӣжӣҙдјҳиҙЁзҡ„жңҚеҠЎ
иө„и®Ҝзғӯзәҝпјҡ0354-3968580
иө„и®ҜQQпјҡ33003467
жҠ•иҜүз”өиҜқпјҡ0354-3966881
дёҖгҖҒGH2132 жҰӮиҝ°
GH2132жҳҜFe-25Ni-15Crеҹәй«ҳжё©еҗҲйҮ‘пјҢеҠ е…Ҙй’јгҖҒй’ӣгҖҒй“қгҖҒй’’еҸҠеҫ®йҮҸзЎјз»јеҗҲејәеҢ–гҖӮеңЁ650в„ғд»ҘдёӢе…·жңүй«ҳзҡ„еұҲжңҚејәеәҰе’ҢжҢҒд№…гҖҒи •еҸҳејәеәҰпјҢ并且具жңүиҫғеҘҪзҡ„еҠ е·ҘеЎ‘жҖ§е’Ңж»Ўж„Ҹзҡ„з„ҠжҺҘжҖ§иғҪгҖӮйҖӮеҗҲеҲ¶йҖ еңЁ650в„ғд»ҘдёӢй•ҝжңҹе·ҘдҪңзҡ„иҲӘз©әеҸ‘еҠЁжңәй«ҳжё©жүҝеҠӣйғЁд»¶пјҢеҰӮж¶ЎиҪ®зӣҳгҖҒеҺӢеҠӣжңәзӣҳгҖҒиҪ¬еӯҗеҸ¶зүҮе’Ңзҙ§еӣә件зӯүгҖӮиҜҘеҗҲйҮ‘еҸҜд»Ҙз”ҹдә§еҗ„з§ҚеҪўзҠ¶зҡ„еҸҳеҪўдә§е“ҒпјҢеҰӮзӣҳ件гҖҒ锻件гҖҒжқҝгҖҒжЈ’гҖҒдёқе’ҢзҺҜеҪўд»¶зӯүгҖӮ
дјҳиҙЁGH2132еҗҲйҮ‘пјҢжҳҜеңЁGH2132еҗҲйҮ‘еҹәзЎҖдёҠеҸ‘еұ•иҖҢжқҘпјҢеҸӘиҰҒжҳҜжҸҗй«ҳеҗҲйҮ‘зәҜжҙҒеәҰпјҢйҷҗеҲ¶ж°”дҪ“еҗ«йҮҸпјҢжҺ§еҲ¶дҪҺзҶ”зӮ№е…ғзҙ еҗ«йҮҸпјҢ并и°ғж•ҙзғӯеӨ„зҗҶеҲ¶еәҰпјҢд»ҺиҖҢдҪҝеҗҲйҮ‘зҡ„зғӯејәжҖ§е’Ңй•ҝжңҹдҪҝз”ЁжҖ§иғҪжҸҗй«ҳгҖӮ
1.1 GH2132 жқҗж–ҷзүҢеҸ· GH2132(GH132)
1.2 GH2132 зӣёиҝ‘зүҢеҸ· A286,UNSS66286(зҫҺеӣҪ),ZbNCT25(жі• еӣҪ),P.Q.A286(зҫҺеӣҪ)
1.3 GH2132 жқҗж–ҷзҡ„жҠҖжңҜж ҮеҮҶ
GJB 2611-1996 гҖҠиҲӘз©әз”Ёй«ҳжё©еҗҲйҮ‘еҶ·жӢүжЈ’жқҗ规иҢғгҖӢ
GJB 2612-1996 гҖҠз„ҠжҺҘз”Ёй«ҳжё©еҗҲйҮ‘еҶ·жӢүдёқжқҗ规иҢғгҖӢ
GJB 3020-1997 гҖҠиҲӘз©әз”Ёй«ҳжё©еҗҲйҮ‘зҺҜеқҜ规иҢғгҖӢ
GJB 3065-1998 гҖҠиҲӘз©әжүҝеҠӣ件用й«ҳжё©еҗҲйҮ‘зғӯиҪ§е’Ңй”»еҲ¶жЈ’жқҗ规иҢғгҖӢ
GJB 3167-1998 гҖҠеҶ·й•Ұз”Ёй«ҳжё©еҗҲйҮ‘еҶ·жӢүдёқжқҗ规иҢғгҖӢ
GJB 3317-1998 гҖҠиҲӘз©әз”Ёй«ҳжё©еҗҲйҮ‘зғӯиҪ§жқҝ规иҢғгҖӢ
GJB 3782-1999 гҖҠиҲӘз©әз”Ёй«ҳжё©еҗҲйҮ‘й”»еҲ¶еңҶйҘји§„иҢғгҖӢ
GB/T 14996-1994 гҖҠй«ҳжё©еҗҲйҮ‘еҶ·иҪ§и–„жқҝгҖӢ
Q/3B4071-1993 гҖҠYZGH2132еҗҲйҮ‘зғӯиҪ§жЈ’жқҗгҖӢ
Q/6S1032-1992 гҖҠй«ҳжё©зҙ§еӣә件用YZGH2132еҗҲйҮ‘жЈ’жқҗгҖӢ
1.4 GH2132 еҢ–еӯҰжҲҗеҲҶ GH2132еҗҲйҮ‘еҢ–еӯҰжҲҗеҲҶи§ҒиЎЁ1-1пјҢдјҳиҙЁGH2132еҗҲйҮ‘еҢ–еӯҰжҲҗеҲҶи§ҒиЎЁ1-2гҖӮ
иЎЁ1-1%
|
C |
Cr |
Ni |
Mo |
Ti |
Fe |
V |
B |
Mn |
Al |
Si |
P |
S |
|
дёҚеӨ§дәҺ |
||||||||||||
|
вүӨ0.08 |
13.5пҪһ16.0 |
24.0пҪһ27.0 |
1.00пҪһ1.50 |
1.75пҪһ2.30 |
дҪҷ |
0.10пҪһ0.50 |
0.001пҪһ0.010 |
1.00пҪһ2.00 |
0.04 |
1.00 |
0.030 |
0.020 |
жіЁпјҡ1 еҶ·жӢүжЈ’гҖҒеңҶйҘје’ҢзҺҜеқҜж ҮеҮҶ规е®ҡПү(Ti)1.80%пҪһ2.35%гҖӮ
2 зғӯиҪ§е’ҢеҶ·иҪ§жқҝж ҮеҮҶ规е®ҡпјҢПү(B)0.003%пҪһ0.010%пјҢПү(Mn)вүӨ2.00%пјҢПү(P)вүӨ0.020%пјҢПү(S)вүӨ0.015%гҖӮ
3 еҶ·жӢүз„Ҡдёқж ҮеҮҶ规е®ҡпјҢПү(Al)вүӨ0.35%пјҢПү(Ti)1.75%пҪһ2.35%пјҢПү(Si)0.40%пҪһ1.00%пјҢПү(P)вүӨ0.020%пјҢПү(S)вүӨ0.015%гҖӮ
4 еҶ·й•Ұз”Ёдёқжқҗж ҮеҮҶ规е®ҡпјҢПү(Ti)1.75%пҪһ2.35%пјҢПү(Si)0.40%пҪһ1.00%пјҢПү(P)вүӨ0.025%пјҢПү(S)вүӨ0.020%гҖӮ
5 зғӯиҪ§е’Ңй”»еҲ¶жЈ’жқҗж ҮеҮҶ规е®ҡПү(Cu)вүӨ0.25%гҖӮ
иЎЁ1-2%
|
C |
Cr |
Ni |
Mo |
Ti |
Fe |
V |
B |
Mn |
Al |
Si |
P |
S |
|||||||||||
|
дёҚеӨ§дәҺ |
|||||||||||||||||||||||
|
вүӨ0.08 |
13.50пҪһ16.00 |
24.00пҪһ27.00 |
1.00пҪһ1.50 |
1.90пҪһ2.35 |
дҪҷ |
0.10пҪһ0.50 |
0.003пҪһ0.010 |
0.35 |
0.35 |
0.35 |
0.015 |
0.002 |
|||||||||||
|
Ca |
Mg |
Cu |
Sn |
Pb |
Se |
Ag |
Te |
Tl |
Bi |
N |
O |
||||||||||||
|
дёҚеӨ§дәҺ |
|||||||||||||||||||||||
|
0.005 |
0.005 |
0.30 |
0.0050 |
0.0005 |
0.0003 |
0.0005 |
0.00005 |
0.0001 |
0.00003 |
0.0100 |
0.0050 |
||||||||||||
жіЁпјҡеҫ®йҮҸе…ғзҙ SeгҖҒTeгҖҒTlеңЁзЎ®е®ҡеҲҶжһҗж–№жі•еүҚпјҢжҠҘе®һжөӢж•°жҚ®пјҢдёҚдҪңдёәйӘҢ收дҫқжҚ®гҖӮ
1.5 GH2132 зғӯеӨ„зҗҶеҲ¶еәҰ жқҗж–ҷж ҮеҮҶ规е®ҡзҡ„GH2132зғӯеӨ„ зҗҶеҲ¶еәҰи§ҒиЎЁ1-3пјӣдјҳиҙЁGH2132зғӯеӨ„зҗҶеҲ¶еәҰдёә900в„ғВұ10в„ғпјҢ1пҪһ2h,жІ№еҶ·пјӢ750в„ғВұ10в„ғпјҢ16hпјҢз©әеҶ·гҖӮ
иЎЁ1-3
|
жқҗж–ҷе“Ғз§Қ |
зғӯеӨ„зҗҶеҲ¶еәҰ |
|
жЈ’жқҗгҖҒеңҶйҘј |
980пҪһ1000в„ғпјҢ1пҪһ2hпјҢжІ№еҶ·пјӢ700пҪһ720в„ғпјҢ12пҪһ16h,з©әеҶ· |
|
зғӯиҪ§жқҝгҖҒеҶ·иҪ§жқҝ |
980пҪһ1000в„ғпјҢз©әеҶ·пјӢ700пҪһ720в„ғпјҢ12пҪһ16hпјҢз©әеҶ· |
|
еҶ·жӢүжЈ’ |
980пҪһ1000в„ғпјҢ1пҪһ2hпјҢжІ№еҶ·пјӢ700пҪһ720в„ғпјҢ16h,з©әеҶ· |
|
зҺҜ件жҜӣеқҜ |
980пҪһ990в„ғпјҢ1пҪһ2hпјҢжІ№еҶ·пјӢ700пҪһ720в„ғпјҢ16h,з©әеҶ· |
|
еҶ·й•Ұз”ЁеҶ·жӢүдёқ |
980пҪһ1000в„ғпјҢж°ҙеҶ·жҲ–жІ№еҶ·пјӢ700пҪһ720в„ғпјҢ16h,з©әеҶ· |
жіЁ:еҶ·жӢүжЈ’е’ҢеҶ·жӢүдёқж ҮеҮҶ规е®ҡпјҢжҖ§иғҪжЈҖйӘҢдёҚеҗҲж јж—¶пјҢеҸҜд»ҘдёҚеӨ§дәҺ760в„ғж—¶ж•Ҳ16hпјҢеҗҲж јеҗҺдәӨиҙ§гҖӮ
1.6 GH2132 е“Ғз§Қи§„ж је’Ңдҫӣеә”зҠ¶жҖҒ еҸҜд»Ҙдҫӣеә”еҗ„з§Қи§„ж јзҡ„жЈ’жқҗгҖҒжқҝжқҗгҖҒдёқжқҗгҖҒзӣҳ件е’ҢзҺҜ件гҖӮжЈ’жқҗгҖҒеңҶйҘје’ҢзҺҜеқҜдёҚз»ҸзғӯеӨ„зҗҶдәӨиҙ§пјӣзғӯиҪ§жқҝе’ҢеҶ·иҪ§жқҝеӣәжә¶е’Ңй…ёжҙ—еҗҺдәӨиҙ§пјӣеҶ·жӢүжЈ’жқҗдәҺеӣәжә¶пјӢй…ёжҙ—зҠ¶жҖҒдәӨиҙ§пјӣеҶ·й•ҰдёқеҸҜдәҺеӣәжә¶пјӢй…ёжҙ—зӣҳзҠ¶гҖҒжҲ–еӣәжә¶пјӢй…ёжҙ—зӣҙжқЎзҠ¶гҖҒжҲ–еӣәжә¶зӣҙжқЎзҠ¶зЈЁе…үе’ҢеҶ·жӢүзӯүеҮ з§ҚзҠ¶жҖҒдәӨиҙ§пјӣеҶ·жӢүз„ҠдёқдәҺеҶ·жӢүзҠ¶жҖҒгҖҒжҲ–еӣәжә¶пјӢй…ёжҙ—гҖҒжҲ–еҚҠзЎ¬зҠ¶жҖҒдәӨиҙ§гҖӮ
1.7 GH2132зҶ”зӮје’Ңй“ёйҖ е·Ҙиүә GH2132еҗҲйҮ‘еҸҜйҮҮз”Ёйқһзңҹз©әж„ҹеә”пјӢз”өжёЈпјҢз”өеј§зӮүпјӢз”өжёЈе’Ңз”өеј§зӮүпјӢзңҹз©әз”өеј§д»ҘеҸҠзңҹз©әж„ҹеә”пјӢзңҹз©әз”өеј§зӯүе·ҘиүәзҶ”зӮјгҖӮдјҳиҙЁGH2132еҗҲйҮ‘еҸҜйҮҮз”Ёзңҹз©әж„ҹеә”пјӢзңҹз©әз”өеј§е·ҘиүәзҶ”зӮјгҖӮ
1.8 GH2132 еә”з”ЁжҰӮеҶөдёҺзү№ж®ҠиҰҒжұӮ еңЁиҲӘз©әдёҠдё»иҰҒз”ЁдәҺеңЁ650в„ғд»ҘдёӢе·ҘдҪңзҡ„еҸ‘еҠЁжңәеҺӢж°”жңәзӣҳгҖҒж¶ЎиҪ®зӣҳгҖҒжүҝеҠӣзҺҜгҖҒжңәеҢЈгҖҒиҪҙзұ»гҖҒзҙ§еӣә件е’Ңжқҝжқҗз„ҠжҺҘжүҝеҠӣ件зӯүгҖӮеңЁеӣҪеҶ…иҜҘеҗҲйҮ‘е·ІеңЁиҲӘз©әдёҠиҺ·еҫ—иҫғдёәе№ҝжіӣзҡ„еә”з”ЁгҖӮдјҳиҙЁGH2132еҗҲйҮ‘з”ЁдҪңиҲӘз©әеҸ‘еҠЁжңәеҺӢж°”жңәеҸ¶зүҮеҸҠй«ҳжё©зҙ§еӣә件зӯүгҖӮ
дәҢгҖҒGH2132 зү©зҗҶеҸҠеҢ–еӯҰжҖ§иғҪ
2.1 GH2132 зғӯжҖ§иғҪ
2.1.1 GH2132 зҶ”еҢ–жё©еәҰиҢғеӣҙ 1364-1424в„ғ[1]гҖӮ
2.1.2 GH2132 зғӯеҜјзҺҮ и§ҒиЎЁ2-1гҖӮ
иЎЁ2-1[1]
|
Оё/в„ғ |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
|
О»/пјҲW/пјҲmВ·Cпјүпјү |
14.2 |
15.9 |
17.2 |
18.8 |
20.5 |
22.2 |
23.9 |
25.5 |
27.6 |
2.1.3 GH2132зәҝиҶЁиғҖзі»ж•° GH2132зәҝиҶЁиғҖзі»ж•°и§ҒиЎЁ2-2пјӣдјҳиҙЁGH2132зәҝиҶЁиғҖзі»ж•°и§ҒиЎЁ2-3
иЎЁ2-2[1]
|
Оё/в„ғ |
20пҪһ100 |
20пҪһ200 |
20пҪһ300 |
20пҪһ400 |
20пҪһ500 |
20пҪһ600 |
20пҪһ700 |
20пҪһ800 |
20пҪһ900 |
|
Оұ/10-6C-1 |
15.37 |
16.09 |
16.31 |
16.84 |
17.58 |
18.06 |
18.74 |
19.62 |
20.45 |
иЎЁ2-3[2]
|
Оё/в„ғ |
20пҪһ100 |
20пҪһ200 |
20пҪһ300 |
20пҪһ400 |
20пҪһ500 |
20пҪһ600 |
20пҪһ700 |
20пҪһ800 |
20пҪһ850 |
|
Оұ/10-6C-1 |
15.7 |
16.0 |
16.5 |
16.8 |
17.3 |
17.5 |
17.9 |
19.1 |
19.7 |
2.2 GH2132еҜҶеәҰ GH2132:ПҒ=7.93g/cm3[1]пјӣдјҳиҙЁGH2132:ПҒ=7.99g/cm3[2]гҖӮ
2.3 GH2132з”өжҖ§иғҪ з”өйҳ»зҺҮи§ҒиЎЁ2-4
2.4 GH2132зЈҒжҖ§иғҪ
2.5 GH2132еҢ–еӯҰжҖ§иғҪ
2.5.1 GH2132жҠ—ж°§еҢ–жҖ§иғҪ еҗҲйҮ‘еңЁз©әж°”д»ӢиҙЁдёӯиҜ•йӘҢ100пҪһ300hеҗҺзҡ„ж°§еҢ–йҖҹзҺҮи§ҒиЎЁ 2-5гҖӮ
иЎЁ2-4[1]
|
Оё/в„ғ |
20 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
|
ПҒ/(10-6О©В·m ) |
0.914 |
0.985 |
1.018 |
1.074 |
1.119 |
1.135 |
1.165 |
1.192 |
1.213 |
1.225 |
иЎЁ2-5[1]
|
Оё/в„ғ |
ж°§еҢ–йҖҹзҺҮ/(g/(m2В·h)) |
||
|
100h |
200h |
300h |
|
|
650 |
0.00417 |
0.00276 |
0.00234 |
|
750 |
0.03250 |
0.07216 |
0.08322 |
|
850 |
0.00630 |
0.12386 |
0.09672 |
дёүгҖҒGH2132еҠӣеӯҰжҖ§иғҪ
жҠҖжңҜж ҮеҮҶ规е®ҡзҡ„жҖ§иғҪ GH2132еҗҲйҮ‘и§ҒиЎЁ3-1пјӣдјҳиҙЁGH2132еҗҲйҮ‘и§ҒиЎЁ3-2
иЎЁ3-1
|
е“Ғз§Қ |
е®Өжё©жҖ§иғҪ |
Оё/в„ғ |
жӢүдјёжҖ§иғҪ |
жҢҒд№…жҖ§иғҪ |
|||||||||
|
Пғb/MPa |
ПғP0.2/MPa |
Оҙ5/% |
ПҶ/% |
aKU/пјҲkJ/m2пјү |
HBS |
Пғb/MPa |
Оҙ5/% |
ПҶ/% |
Пғ/MPa |
t/h |
Оҙ5/% |
||
|
дёҚе°ҸдәҺ |
дёҚе°ҸдәҺ |
||||||||||||
|
иҪ§жЈ’ й”»жЈ’ |
930 |
- |
20 |
40 |
- |
255пҪһ321 |
550 |
785 |
16 |
28 |
588 |
100 |
- |
|
650 |
735 |
15 |
20 |
392 |
100 |
- |
|||||||
|
еҶ·жӢүжЈ’в‘ |
900 |
590 |
15 |
20 |
- |
248пҪһ341 |
650 |
- |
- |
- |
451 пјҲ392пјү |
23 пјҲ100пјү |
5 пјҲ3пјү |
|
зғӯиҪ§жқҝв‘Ў |
885 |
- |
20 |
- |
- |
- |
650 |
735 |
15 |
- |
- |
- |
- |
|
550 |
785 |
16 |
- |
- |
- |
- |
|||||||
|
еҶ·иҪ§жқҝв‘Ў |
885 |
- |
20 |
- |
- |
- |
650 |
735 |
15 |
- |
392 |
100 |
е®һжөӢ |
|
550 |
785 |
16 |
- |
588 |
100 |
е®һжөӢ |
|||||||
|
еңҶйҘј |
930 |
620 |
20 |
40 |
290 |
255пҪһ321 |
650 |
735 |
15 |
20 |
392 |
100 |
- |
|
зҺҜеқҜ |
930 |
620 |
20 |
30 |
290 |
255пҪһ321 |
650 |
735 |
15 |
- |
392 |
100 |
- |
|
еҶ·й•Ұ з”Ёдёқв‘ |
900пјҲ930пјүв‘ў |
590 - |
15 пјҲ18пјү |
20 пјҲ40пјү |
- - |
248пҪһ341 пјҲHV260пҪһ360пјү |
650 |
- |
- |
451 пјҲ392пјү |
23 пјҲ100пјү |
5 - |
|
в‘ еҶ·жӢүжЈ’е’ҢеҶ·й•Ұз”ЁдёқжқҗпјҢеӣәжә¶зҠ¶жҖҒзЎ¬еәҰдёҚеӨ§дәҺHBS202(HV194)гҖӮ
в‘Ў жқҝжқҗзҡ„й«ҳжё©жӢүдјёе’ҢжҢҒд№…иҜ•йӘҢеҸӘдҪңдёҖдёӘжё©еәҰпјҢеҰӮеҗҲеҗҢдёӯжңӘжіЁжҳҺж—¶жҢү650в„ғиҝӣиЎҢиҜ•йӘҢгҖӮ
в‘ў еҰӮйңҖж–№иҰҒжұӮпјҢеҸҜжҢүжӢ¬еҸ·еҶ…жҢҮж ҮиҝӣиЎҢжЈҖйӘҢгҖӮ
еӣӣгҖҒGH2132з»„з»Үз»“жһ„

4.1 зӣёеҸҳжё©еәҰ
4.2 ж—¶й—ҙ-жё©еәҰ-з»„з»ҮиҪ¬еҸҳжӣІзәҝ GH2132еҗҲйҮ‘дёӯО·-Ni3Tiзӣёзҡ„жһҗеҮәеҠЁеҠӣеӯҰжӣІзәҝи§Ғеӣҫ4-1гҖӮ
4.3 еҗҲйҮ‘з»„з»Үз»“жһ„ GH2132еҗҲйҮ‘еңЁж ҮеҮҶзғӯеӨ„зҗҶзҠ¶жҖҒдёӢпјҢеңЁОіеҹәдҪ“дёҠжңүзҗғзҠ¶еқҮеҢҖејҘж•ЈеҲҶеёғзҡ„Ni3пјҲTiпјҢAlпјүеһӢОівҖІзӣёд»ҘеҸҠTiN,TiCпјҢжҷ¶з•Ңжңүеҫ®йҮҸM3B2пјҢжҷ¶з•Ңйҷ„иҝ‘еҸҜиғҪжңүе°‘йҮҸО·зӣёе’ҢLзӣёгҖӮеҗҲйҮ‘зЎ…гҖҒзЎ«еҗ«йҮҸиҫғй«ҳж—¶пјҢдјҡжңүGзӣёгҖҒYзӣёеңЁжҷ¶з•ҢжһҗеҮәгҖӮй•ҝжңҹж—¶ж•ҲжҲ–дҪҝз”ЁеҗҺжҳҜеҗҰжңүПғзӣёжһҗеҮәпјҢдёҺеҗҲйҮ‘жҲҗеҲҶжңүе…ігҖӮиҝ‘е№ҙжқҘйҮҮз”ЁзӣёеҲҶжһҗ

и®Ўз®—ж–№жі•жҸҗеҮәдәҶеҰӮдёӢз®ҖеҢ–е…¬ејҸпјҡ
О”NvвҖІ=NiпјҚ3TiпјҚ3.5AlпјҚ1.7SiпјҚ0.9CrпјҚ4.7[1]
жіЁпјҡе…ғзҙ з¬ҰеҸ·иЎЁзӨәиҜҘе…ғзҙ еңЁеҗҲйҮ‘дёӯзҡ„йҮҚйҮҸзҷҫеҲҶжҜ”гҖӮеҪ“О”NVвҖІ>0
ж—¶пјҢж— ПғзӣёжһҗеҮәгҖӮ
ОівҖІзӣёзҡ„жә¶и§Јжё©еәҰдёә830пҪһ850в„ғпјҢејҖе§ӢжһҗеҮәжё©еәҰеңЁ650в„ғе·ҰеҸіпјҢ700пҪһ730в„ғжһҗеҮәжңҖеӨҡгҖӮж ҮеҮҶзғӯеӨ„зҗҶеҗҺОівҖІзӣёж•°йҮҸзәҰдёәеҗҲйҮ‘йҮҚйҮҸзҡ„2%пҪһ3%пјҢзӣҙеҫ„зәҰ10пҪһ20nmпјҢе…¶еҢ–еӯҰз»„жҲҗиҝ‘дјј(Ni0.93Fe0.04Cr0.03)2.73(Ti0.83Al0.17)гҖӮ550пҪһ650в„ғй•ҝжңҹж—¶ж•ҲеҗҺпјҢОівҖІзӣёж•°йҮҸзЁҚеҫ®еўһеҠ пјҢе°әеҜёз•Ҙеҫ®й•ҝеӨ§гҖӮеҪ“еҗҲйҮ‘дёӯПү(Al)>0.4%ж—¶пјҢе°ұжңүеҸҜиғҪеҮәзҺ°иғһзҠ¶ОівҖІзӣёгҖӮ
TiC,TiNзҡ„ж•°йҮҸзәҰеҚ еҗҲйҮ‘йҮҚйҮҸзҡ„0.25%пјҢеҹәжң¬дёҠдёҚеҸӮдёҺеҗҲйҮ‘зғӯеӨ„зҗҶиҝҮзЁӢзҡ„з»„з»ҮиҪ¬еҸҳгҖӮTiCеңЁ1180в„ғд»ҘдёҠжүҚејҖе§Ӣжә¶и§ЈпјҢTiNеҲҷжӣҙдёҚжҳ“жә¶и§ЈгҖӮ
О·зӣёеҪўжҲҗзҡ„жё©еәҰеҢәй—ҙзәҰеңЁ700пҪһ900в„ғд№Ӣй—ҙпјҢжһҗеҮәжё©еәҰдёҺеҗҲйҮ‘Tiеҗ«йҮҸзӣёе…ігҖӮ
M3B2зӣёеңЁ1040пҪһ1080в„ғеӣәжә¶ж—¶е·ІеӨ§йҮҸжә¶и§ЈпјҢиҮі1180пҪһ1210в„ғеҸҜе®Ңе…Ёжә¶и§ЈпјҢM3B2еңЁ650в„ғж—¶ж•Ҳе·ІжңүжһҗеҮәгҖӮ
LзӣёеңЁ950пҪһ990в„ғд№Ӣй—ҙиӮЎжә¶иҡҖжә¶и§ЈпјҢжһҗеҮәеі°еңЁ850в„ғе·ҰеҸігҖӮGзӣёеңЁ982в„ғд»ҘдёҠејҖе§Ӣжә¶и§ЈпјҢиҮі1120в„ғеҸҜе®Ңе…Ёжә¶и§ЈпјҢжһҗеҮәеі°еңЁ850в„ғе·ҰеҸігҖӮПғзӣёжһҗеҮәжё©еәҰеңЁ650пҪһ900в„ғд№Ӣй—ҙпјҢжһҗеҮәеі°еңЁ750пҪһ850в„ғе·ҰеҸігҖӮGгҖҒПғе’ҢО·зӣёзҡ„еҮәзҺ°еҜ№еҗҲйҮ‘жҖ§иғҪиө·жҚҹе®ідҪңз”ЁгҖӮ
дә”гҖҒGH2132е·ҘиүәжҖ§иғҪдёҺиҰҒжұӮ
5.1 жҲҗеһӢжҖ§иғҪ
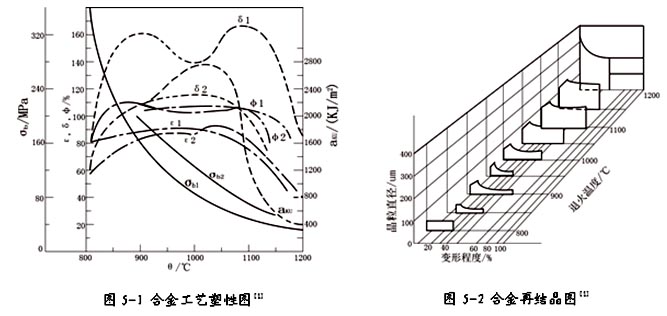
5.1.1 GH2132еҗҲйҮ‘зҡ„е·ҘиүәеЎ‘жҖ§еӣҫи§Ғеӣҫ5-1пјҢеҶҚз»“жҷ¶еӣҫи§Ғеӣҫ5-2гҖӮ
5.1.2 еҗҲйҮ‘й”»йҖ ејҖеқҜеҠ зғӯжё©еәҰ1080пҪһ1140в„ғпјҢз»Ҳй”»жё©еәҰй«ҳдәҺ900в„ғгҖӮж°ҙеҺӢжңәејҖеқҜж—¶еҠ зғӯжё©еәҰ1110в„ғпјҢеҒңеҺӢжё©еәҰй«ҳдәҺ950в„ғпјӣжЁЎй”»ејҖеҺӢжё©еәҰдёә1100в„ғпјҢеҒңеҺӢжё©еәҰй«ҳдәҺ930в„ғгҖӮзҺҜ件иҪ§еҲ¶еҠ зғӯжё©еәҰ1130пҪһ1150в„ғпјҢз»ҲиҪ§жё©еәҰй«ҳдәҺ900в„ғгҖӮжЈ’жқҗеҸҠеһӢжқҗиҪ§еҲ¶жё©еәҰ1080пҪһ1140в„ғпјҢз»ҲиҪ§жё©еәҰй«ҳдәҺ900в„ғгҖӮ
5.2 з„ҠжҺҘжҖ§иғҪ еҗҲйҮ‘е…·жңүж»Ўж„Ҹзҡ„з„ҠжҺҘжҖ§иғҪпјҢеҸҜз”Ёж°©еј§з„ҠгҖҒзӮ№з„ҠгҖҒзјқз„Ҡзҙ§иҝӣиЎҢз„ҠжҺҘгҖӮеҗҲйҮ‘дәҺеӣәжә¶зҠ¶жҖҒиҝӣиЎҢз„ҠжҺҘпјҢз„ҠеҗҺиҝӣиЎҢж—¶ж•ҲеӨ„зҗҶгҖӮ
5.2.1 жүӢе·Ҙе’ҢиҮӘеҠЁй’ЁжһҒеҜ№жҺҘж°©еј§з„Ҡ规иҢғи§ҒиЎЁ5-1гҖӮжҺЁиҚҗйҮҮз”ЁHGH113з„Ҡдёқе’Ңиҫғе°Ҹзҡ„з„ҠжҺҘиғҪйҮҸиҫ“е…ҘгҖӮ
5.2.2 иҮӘеҠЁй’ЁжһҒи„үеҶІж°©еј§з„ҠеҜ№з„Ҡ规иҢғи§ҒиЎЁ5-2гҖӮ
5.2.3 зјқз„Ҡ规иҢғи§ҒиЎЁ5-3гҖӮ
5.2.4 з„ҠеҗҺиҝӣиЎҢж—¶ж•ҲеӨ„зҗҶзҡ„ж°©еј§з„ҠеҜ№жҺҘжҺҘеӨҙзҡ„ејәеәҰзі»ж•°еӨ§дәҺ90%гҖӮ
иЎЁ5-1[8]
|
з„ҠжҺҘж–№жі• |
еҺҡеәҰ/mm |
з„Ҡдёқ |
з”өжөҒ/A |
з”өеҺӢ/V |
з„ҠжҺҘйҖҹеәҰ/(m/min) |
йҖҒдёқйҖҹеәҰ/(m/min) |
ж°©ж°”жөҒйҮҸ/(L/min) |
иғҢйқўж°”дҪ“жөҒйҮҸ/(L/min) |
й’ЁжһҒзӣҙжҺҘ/mm |
з„Ҡеҳҙзӣҙеҫ„/mm |
|
|
зүҢеҸ· |
зӣҙеҫ„/mm |
||||||||||
|
жүӢе·Ҙж°©еј§з„Ҡ |
1.5пјӢ1.5 |
HGH2132 |
1.6 |
70пҪһ90 |
8пҪһ10 |
- |
- |
6пҪһ8 |
- |
1.6 |
8 |
|
2.0пјӢ2.0 |
90пҪһ100 |
||||||||||
|
иҮӘеҠЁж°©еј§з„Ҡ |
1.5пјӢ1.5 |
HGH2132 HGH1140 HGH113 |
1.6 |
95пҪһ100 |
7пҪһ8 |
0.25пҪһ0.32 |
0.32 |
5пҪһ8 |
2пҪһ3 |
3.0 |
18 |
|
2.0пјӢ2.0 |
130 |
||||||||||
иЎЁ5-2[8]
|
еҺҡеәҰ/mm |
з„Ҡдёқ |
з”өеҺӢ/V |
и„үеҶІз”өжөҒ/A |
з»ҙеј§з”өжөҒ/A |
и„үеҶІе№…жҜ” |
и„үеҶІе®ҪжҜ” |
и„үеҶІйў‘зҺҮ/Hz |
з„ҠжҺҘйҖҹеәҰ/(m/min) |
йҖҒдёқйҖҹеәҰ/(m/min) |
|
|
зүҢеҸ· |
зӣҙеҫ„/mm |
|||||||||
|
0.8 |
дёҚеҠ дёқ |
- |
8.5 |
50 |
13 |
4 |
3 |
5 |
0.3 |
- |
|
0.8 |
HSG-1 |
1.0 |
8.5пҪһ9.0 |
60 |
15 |
4 |
2 |
5 |
0.27 |
0.165 |
|
1.5 |
HSG-1 |
1.0 |
8.5пҪһ9.0 |
100 |
28 |
3.5 |
2 |
3 |
0.23 |
0.2 |
|
2.0 |
HSG-1 |
1.0 |
9пҪһ10 |
130 |
26 |
5 |
2 |
3 |
0.2 |
0.25 |
иЎЁ5-3[8]
|
еҺҡеәҰ/mm |
ж»ҡзӣҳе®Ҫ/mm |
з”өжәҗ/A |
з„ҠжҺҘж—¶й—ҙ/s |
дј‘жӯўж—¶й—ҙ/s |
з„ҠжҺҘйҖҹеәҰ/(m/min) |
з”өжһҒеҺӢеҠӣ/N |
|
|
дёҠ |
дёӢ |
||||||
|
1.5пјӢ1.5 |
5.5 |
6.0 |
8300пҪһ9500 |
0.16пҪһ0.18 |
0.16пҪһ0.18 |
0.36 |
7650пҪһ8335 |
|
2.0пјӢ2.0 |
10000пҪһ12000 |
0.18пҪһ0.22 |
0.24пҪһ0.28 |
0.36 |
8335пҪһ9805 |
||
5.3 йӣ¶д»¶зғӯеӨ„зҗҶе·Ҙиүә еӣәжә¶жё©еәҰ980пҪһ1000в„ғпјҢж №жҚ®йӣ¶д»¶жҲӘйқўеҺҡеәҰжё©еәҰдҝқжё©дёҚеҗҢж—¶й—ҙеҗҺиҝӣиЎҢз©әеҶ·гҖҒжІ№еҶ·жҲ–ж°ҙеҶ·еҗҺпјҢеҶҚеңЁ700пҪһ720в„ғж—¶ж•Ҳ12пҪһ16hеҗҺз©әеҶ·гҖӮдјҳиҙЁGH2132еҗҲйҮ‘еҲ¶йӣ¶д»¶зҡ„зғӯеӨ„зҗҶе·Ҙиүәдёәпјҡеӣәжә¶900в„ғВұ10в„ғпјҢ1пҪһ2hпјҢжІ№еҶ·пјӢж—¶ж•Ҳ750в„ғВұ10в„ғпјҢ16hпјҢз©әеҶ·гҖӮ
5.4 иЎЁйқўеӨ„зҗҶе·Ҙиүә еңЁй«ҳжё©дёӢе·ҘдҪңзҡ„йӣ¶д»¶еҸҜйҮҮз”ЁW-2зҸҗзҗ…ж¶ӮеұӮж¶ӮеұӮиҝӣиЎҢжңүж•Ҳзҡ„дҝқжҠӨгҖӮ
