
дә§е“Ғеұ•зӨә
иҒ”зі»жҲ‘们
ж¬ўиҝҺд»»дҪ•еҪўејҸзҡ„иҖғеҜҹ
ж·ұе…Ҙзҡ„дәҶи§ЈпјҢжңүеҲ©дәҺжҲ‘们жӣҙеҘҪзҡ„еҗҲдҪң
жңүж•Ҳзҡ„жІҹйҖҡиғҪдёәжӮЁжҸҗдҫӣжӣҙдјҳиҙЁзҡ„жңҚеҠЎ
иө„и®Ҝзғӯзәҝпјҡ0354-3968580
иө„и®ҜQQпјҡ33003467
жҠ•иҜүз”өиҜқпјҡ0354-3966881
дёҖгҖҒGH4169 жҰӮиҝ°
GH4169еҗҲйҮ‘жҳҜд»ҘдҪ“еҝғеӣӣж–№зҡ„Оі"е’Ңйқўеҝғз«Ӣж–№зҡ„ОівҖІзӣёжІүж·ҖејәеҢ–зҡ„й•Қеҹәй«ҳжё©еҗҲйҮ‘пјҢеңЁ-253пҪһ700в„ғжё©еәҰиҢғеӣҙеҶ…е…·жңүиүҜеҘҪзҡ„з»јеҗҲжҖ§иғҪ,650в„ғд»ҘдёӢзҡ„еұҲжңҚејәеәҰеұ…еҸҳеҪўй«ҳжё©еҗҲйҮ‘зҡ„йҰ–дҪҚ,并具жңүиүҜеҘҪзҡ„жҠ—з–ІеҠігҖҒжҠ—иҫҗе°„гҖҒжҠ—ж°§еҢ–гҖҒиҖҗи…җиҡҖжҖ§иғҪ,д»ҘеҸҠиүҜеҘҪзҡ„еҠ е·ҘжҖ§иғҪгҖҒз„ҠжҺҘжҖ§иғҪе’Ңй•ҝжңҹз»„з»ҮзЁіе®ҡжҖ§пјҢиғҪеӨҹеҲ¶йҖ еҗ„з§ҚеҪўзҠ¶еӨҚжқӮзҡ„йӣ¶йғЁд»¶пјҢеңЁе®ҮиҲӘгҖҒж ёиғҪгҖҒзҹіжІ№е·ҘдёҡдёӯпјҢеңЁдёҠиҝ°жё©еәҰиҢғеӣҙеҶ…иҺ·еҫ—дәҶжһҒдёәе№ҝжіӣзҡ„еә”з”ЁгҖӮ
иҜҘеҗҲйҮ‘зҡ„еҸҰдёҖзү№зӮ№жҳҜеҗҲйҮ‘з»„з»ҮеҜ№зғӯеҠ е·Ҙе·Ҙиүәзү№еҲ«ж•Ҹж„ҹпјҢжҺҢжҸЎеҗҲйҮ‘дёӯзӣёжһҗеҮәе’Ңжә¶и§Ји§„еҫӢеҸҠз»„з»ҮдёҺе·ҘиүәгҖҒжҖ§иғҪй—ҙзҡ„зӣёдә’е…ізі»пјҢеҸҜй’ҲеҜ№дёҚеҗҢзҡ„дҪҝз”ЁиҰҒжұӮеҲ¶е®ҡеҗҲзҗҶгҖҒеҸҜиЎҢзҡ„е·Ҙиүә规зЁӢпјҢе°ұиғҪиҺ·еҫ—еҸҜж»Ўи¶ідёҚеҗҢејәеәҰзә§еҲ«е’ҢдҪҝз”ЁиҰҒжұӮзҡ„еҗ„з§Қйӣ¶д»¶гҖӮдҫӣеә”зҡ„е“Ғз§Қжңү锻件гҖҒй”»жЈ’гҖҒиҪ§жЈ’гҖҒеҶ·иҪ§жЈ’гҖҒеңҶйҘјгҖҒзҺҜ件гҖҒжқҝгҖҒеёҰгҖҒдёқгҖҒз®ЎзӯүгҖӮеҸҜеҲ¶жҲҗзӣҳгҖҒзҺҜгҖҒеҸ¶зүҮгҖҒиҪҙгҖҒзҙ§еӣә件е’Ңеј№жҖ§е…ғ件гҖҒжқҝжқҗз»“жһ„件гҖҒжңәеҢЈзӯүйӣ¶йғЁд»¶еңЁиҲӘз©әдёҠй•ҝжңҹдҪҝз”ЁгҖӮ
1.1 GH4169 жқҗж–ҷзүҢеҸ· GH4169(GH169)
1.2 GH4169 зӣёиҝ‘зүҢеҸ· Inconel 718(зҫҺеӣҪ),NC19FeNb(жі• еӣҪ)
1.3 GH4169 жқҗж–ҷзҡ„жҠҖжңҜж ҮеҮҶ
GJB 2612-1996 гҖҠз„ҠжҺҘз”Ёй«ҳжё©еҗҲйҮ‘еҶ·жӢүдёқжқҗ规иҢғгҖӢ
HB 6702-1993 гҖҠWZ8зі»еҲ—з”ЁGH4169еҗҲйҮ‘жЈ’жқҗгҖӢ
GJB 3165 гҖҠиҲӘз©әжүҝеҠӣ件用й«ҳжё©еҗҲйҮ‘зғӯиҪ§е’Ңй”»еҲ¶жЈ’жқҗ规иҢғгҖӢ
GJB 1952 гҖҠиҲӘз©әз”Ёй«ҳжё©еҗҲйҮ‘еҶ·иҪ§и–„жқҝ规иҢғгҖӢ
GJB 1953гҖҠ иҲӘз©әеҸ‘еҠЁжңәиҪ¬еҠЁд»¶з”Ёй«ҳжё©еҗҲйҮ‘зғӯиҪ§жЈ’жқҗ规иҢғгҖӢ
GJB 2612 гҖҠз„ҠжҺҘз”Ёй«ҳжё©еҗҲйҮ‘еҶ·жӢүдёқжқҗ规иҢғгҖӢ
GJB 3317гҖҠ иҲӘз©әз”Ёй«ҳжё©еҗҲйҮ‘зғӯиҪ§жқҝжқҗ规иҢғгҖӢ
GJB 2297 гҖҠиҲӘз©әз”Ёй«ҳжё©еҗҲйҮ‘еҶ·жӢ”пјҲиҪ§пјүж— зјқ管规иҢғгҖӢ
GJB 3020 гҖҠиҲӘз©әз”Ёй«ҳжё©еҗҲйҮ‘зҺҜеқҜ规иҢғгҖӢ
GJB 3167 гҖҠеҶ·й•Ұз”Ёй«ҳжё©еҗҲйҮ‘еҶ·жӢүдёқжқҗ规иҢғгҖӢ
GJB 3318 гҖҠиҲӘз©әз”Ёй«ҳжё©еҗҲйҮ‘еҶ·иҪ§еёҰжқҗ规иҢғгҖӢ
GJB 2611гҖҠ иҲӘз©әз”Ёй«ҳжё©еҗҲйҮ‘еҶ·жӢүжЈ’жқҗ规иҢғгҖӢ
YB/T5247 гҖҠз„ҠжҺҘз”Ёй«ҳжё©еҗҲйҮ‘еҶ·жӢүдёқгҖӢ
YB/T5249 гҖҠеҶ·й•Ұз”Ёй«ҳжё©еҗҲйҮ‘еҶ·жӢүдёқгҖӢ
YB/T5245 гҖҠжҷ®йҖҡжүҝеҠӣ件用й«ҳжё©еҗҲйҮ‘зғӯиҪ§е’Ңй”»еҲ¶жЈ’жқҗгҖӢ
GB/T14993гҖҠ иҪ¬еҠЁйғЁд»¶з”Ёй«ҳжё©еҗҲйҮ‘зғӯиҪ§жЈ’жқҗгҖӢ
GB/T14994 гҖҠй«ҳжё©еҗҲйҮ‘еҶ·жӢүжЈ’жқҗгҖӢ
GB/T14995 гҖҠй«ҳжё©еҗҲйҮ‘зғӯиҪ§жқҝгҖӢ
GB/T14996 гҖҠй«ҳжё©еҗҲйҮ‘еҶ·иҪ§и–„жқҝгҖӢ
GB/T14997 гҖҠй«ҳжё©еҗҲйҮ‘й”»еҲ¶еңҶйҘјгҖӢ
GB/T14998 гҖҠй«ҳжё©еҗҲйҮ‘еқҜ件жҜӣеқҸгҖӢ
GB/T14992 гҖҠй«ҳжё©еҗҲйҮ‘е’ҢйҮ‘еұһй—ҙеҢ–еҗҲзү©й«ҳжё©жқҗж–ҷзҡ„еҲҶзұ»е’ҢзүҢеҸ·гҖӢ
HB 5199гҖҠ иҲӘз©әз”Ёй«ҳжё©еҗҲйҮ‘еҶ·иҪ§и–„жқҝгҖӢ
HB 5198 гҖҠиҲӘз©әеҸ¶зүҮз”ЁеҸҳеҪўй«ҳжё©еҗҲйҮ‘жЈ’жқҗгҖӢ
HB 5189 гҖҠиҲӘз©әеҸ¶зүҮз”ЁеҸҳеҪўй«ҳжё©еҗҲйҮ‘жЈ’жқҗгҖӢ
HB 6072 гҖҠWZ8зі»еҲ—з”ЁGH4169еҗҲйҮ‘жЈ’жқҗгҖӢ
1.4 GH4169 еҢ–еӯҰжҲҗеҲҶ иҜҘеҗҲйҮ‘зҡ„еҢ–еӯҰжҲҗеҲҶеҲҶдёә3зұ»пјҡж ҮеҮҶжҲҗеҲҶгҖҒдјҳиҙЁжҲҗеҲҶгҖҒй«ҳзәҜжҲҗеҲҶпјҢи§ҒиЎЁ1-1гҖӮдјҳиҙЁжҲҗеҲҶзҡ„еңЁж ҮеҮҶжҲҗеҲҶзҡ„еҹәзЎҖдёҠйҷҚзўіеўһй“ҢпјҢд»ҺиҖҢеҮҸе°‘зўіеҢ–й“Ңзҡ„ж•°йҮҸпјҢеҮҸе°‘з–ІеҠіжәҗе’ҢеўһеҠ ејәеҢ–зӣёзҡ„ж•°йҮҸпјҢжҸҗй«ҳжҠ—з–ІеҠіжҖ§иғҪе’Ңжқҗж–ҷејәеәҰгҖӮеҗҢж—¶еҮҸе°‘жңүе®іжқӮиҙЁе’Ңж°”дҪ“еҗ«йҮҸгҖӮй«ҳзәҜжҲҗеҲҶжҳҜеңЁдјҳиҙЁж ҮеҮҶеҹәзЎҖдёҠйҷҚдҪҺзЎ«е’Ңжңүе®іжқӮиҙЁзҡ„еҗ«йҮҸпјҢжҸҗй«ҳжқҗж–ҷзәҜеәҰе’Ңз»јеҗҲжҖ§иғҪгҖӮ
ж ёиғҪеә”з”Ёзҡ„GH4169еҗҲйҮ‘пјҢйңҖжҺ§еҲ¶зЎјеҗ«йҮҸпјҲе…¶д»–е…ғзҙ жҲҗеҲҶдёҚеҸҳпјүпјҢе…·дҪ“еҗ«йҮҸз”ұдҫӣйңҖеҸҢж–№еҚҸе•ҶзЎ®е®ҡгҖӮеҪ“ПүпјҲBпјүвүӨ0.002%ж—¶пјҢдёәдёҺе®ҮиҲӘе·Ҙдёҡз”Ёзҡ„GH4169еҗҲйҮ‘еҠ д»ҘеҢәеҲ«пјҢеҗҲйҮ‘зүҢеҸ·дёәGH4169AгҖӮ
иЎЁ1-1[1] %
|
зұ»еҲ« |
C |
Cr |
Ni |
Co |
Mo |
Al |
Ti |
Fe |
|
|
ж ҮеҮҶ |
вүӨ0.08 |
17.0~21.0 |
50.0~55.0 |
вүӨ1.0 |
2.80~3.30 |
0.30~0.70 |
0.75~1.15 |
дҪҷ |
|
|
дјҳиҙЁ |
0.02~0.06 |
17.0~21.0 |
50.0~55.0 |
вүӨ1.0 |
2.80~3.30 |
0.30~0.70 |
0.75~1.15 |
дҪҷ |
|
|
й«ҳзәҜ |
0.02~0.06 |
17.0~21.0 |
50.0~55.0 |
вүӨ1.0 |
2.80~3.30 |
0.30~0.70 |
0.75~1.15 |
дҪҷ |
|
|
зұ»еҲ« |
Nb |
B |
Mg |
Mn |
Si |
P |
S |
Cu |
Ca |
|
дёҚеӨ§дәҺ |
|||||||||
|
ж ҮеҮҶ |
4.75~5.50 |
0.006 |
0.01 |
0.35 |
0.35 |
0.015 |
0.015 |
0.30 |
0.01 |
|
дјҳиҙЁ |
5.00~5.50 |
0.006 |
0.01 |
0.35 |
0.35 |
0.015 |
0.015 |
0.30 |
0.01 |
|
й«ҳзәҜ |
5.00~5.50 |
0.006 |
0.005 |
0.35 |
0.35 |
0.015 |
0.002 |
0.30 |
0.005 |
з»ӯиЎЁ1-1 %
|
зұ»еҲ« |
Bi |
Sn |
Pb |
Ag |
Se |
Te |
Tl |
N |
O |
|
дёҚеӨ§дәҺ |
|||||||||
|
ж ҮеҮҶ |
--- |
--- |
0.0005 |
--- |
0.0003 |
--- |
--- |
--- |
--- |
|
дјҳиҙЁ |
0.001 |
0.005 |
0.001 |
0.001 |
0.0003 |
--- |
--- |
0.01 |
0.01 |
|
й«ҳзәҜ |
0.00003 |
0.005 |
0.001 |
0.001 |
0.0003 |
0.00005 |
0.0001 |
0.01 |
0.005 |
1.5 GH4169 зғӯеӨ„зҗҶеҲ¶еәҰ еҗҲйҮ‘е…·жңүдёҚеҗҢзҡ„зғӯеӨ„зҗҶеҲ¶еәҰпјҢд»ҘжҺ§еҲ¶жҷ¶зІ’еәҰгҖҒжҺ§еҲ¶ОҙзӣёеҪўиІҢгҖҒеҲҶеёғе’Ңж•°йҮҸпјҢд»ҺиҖҢиҺ·еҫ—дёҚеҗҢзә§еҲ«зҡ„еҠӣеӯҰжҖ§иғҪгҖӮеҗҲйҮ‘зғӯеӨ„зҗҶеҲ¶еәҰеҲҶ3зұ»пјҡ
в… пјҡ(1010пҪһ1065)в„ғВұ10в„ғпјҢ1hпјҢжІ№еҶ·гҖҒз©әеҶ·жҲ–ж°ҙеҶ·+720в„ғВұ5в„ғпјҢ8hпјҢд»Ҙ50в„ғ/h зӮүеҶ·иҮі620в„ғВұ5в„ғпјҢ8hпјҢз©әеҶ·гҖӮ
з»ҸжӯӨеҲ¶еәҰеӨ„зҗҶзҡ„жқҗж–ҷжҷ¶зІ’зІ—еҢ–пјҢжҷ¶з•Ңе’Ңжҷ¶еҶ…еқҮж— ОҙзӣёпјҢеӯҳеңЁзјәеҸЈж•Ҹж„ҹжҖ§пјҢдҪҶеҜ№жҸҗй«ҳеҶІеҮ»жҖ§иғҪе’ҢжҠөжҠ—дҪҺжё©ж°ўи„ҶжңүеҲ©гҖӮ
в…Ўпјҡ(950пҪһ980)в„ғВұ10в„ғпјҢ1hпјҢжІ№еҶ·гҖҒз©әеҶ·жҲ–ж°ҙеҶ·+720в„ғВұ5в„ғпјҢ8hпјҢд»Ҙ50в„ғ/h зӮүеҶ·иҮі620в„ғВұ5в„ғпјҢ8hпјҢз©әеҶ·гҖӮ
з»ҸжӯӨеҲ¶еәҰеӨ„зҗҶзҡ„жқҗж–ҷжңүОҙзӣёпјҢжңүеҲ©дәҺж¶ҲйҷӨзјәеҸЈж•Ҹж„ҹжҖ§пјҢжҳҜжңҖеёёз”Ёзҡ„зғӯеӨ„зҗҶеҲ¶еәҰпјҢд№ҹз§°дёәж ҮеҮҶзғӯеӨ„зҗҶеҲ¶еәҰгҖӮ
в…ўпјҡ720в„ғВұ5в„ғпјҢ8h,д»Ҙ50в„ғ/hзӮүеҶ·иҮі620в„ғВұ5в„ғпјҢ8hпјҢз©әеҶ·гҖӮ
з»ҸжӯӨеҲ¶еәҰеӨ„зҗҶеҗҺпјҢжқҗж–ҷдёӯзҡ„Оҙзӣёиҫғе°‘пјҢиғҪжҸҗй«ҳжқҗж–ҷзҡ„ејәеәҰе’ҢеҶІеҮ»жҖ§иғҪгҖӮиҜҘеҲ¶еәҰд№ҹз§°дёәзӣҙжҺҘж—¶ж•ҲзғӯеӨ„зҗҶеҲ¶еәҰгҖӮ
1.6 GH4169 е“Ғз§Қи§„ж је’Ңдҫӣеә”зҠ¶жҖҒ еҸҜд»Ҙдҫӣеә”模锻件пјҲзӣҳгҖҒж•ҙдҪ“锻件пјүгҖҒйҘјгҖҒзҺҜгҖҒжЈ’пјҲй”»жЈ’гҖҒиҪ§жЈ’гҖҒеҶ·жӢүжЈ’пјүгҖҒжқҝгҖҒдёқгҖҒеёҰгҖҒз®ЎгҖҒдёҚеҗҢеҪўзҠ¶е’Ңе°әеҜёзҡ„зҙ§еӣә件гҖҒеј№жҖ§е…ғ件зӯүгҖҒдәӨиҙ§зҠ¶жҖҒз”ұдҫӣйңҖеҸҢж–№е•Ҷе®ҡгҖӮдёқжқҗд»Ҙе•Ҷе®ҡзҡ„дәӨиҙ§зҠ¶жҖҒжҲҗзӣҳзҠ¶дәӨиҙ§гҖӮ
1.7 GH4169 зҶ”зӮје’Ңй“ёйҖ е·Ҙиүә еҗҲйҮ‘зҡ„еҶ¶зӮје·ҘиүәеҲҶдёә3зұ»пјҡзңҹз©әж„ҹеә”еҠ з”өжёЈйҮҚзҶ”пјӣзңҹз©әж„ҹеә”еҠ зңҹз©әз”өеј§йҮҚзҶ”пјӣзңҹз©әж„ҹеә”еҠ з”өжёЈйҮҚзҶ”еҠ зңҹз©әз”өеј§йҮҚзҶ”гҖӮеҸҜж №жҚ®йӣ¶д»¶зҡ„дҪҝз”ЁиҰҒжұӮпјҢйҖүжӢ©жүҖйңҖзҡ„еҶ¶зӮје·ҘиүәпјҢж»Ўи¶іеә”з”ЁиҰҒжұӮгҖӮ
1.8 GH4169 еә”з”ЁжҰӮеҶөдёҺзү№ж®ҠиҰҒжұӮ еҲ¶йҖ иҲӘз©әе’ҢиҲӘеӨ©еҸ‘еҠЁжңәдёӯзҡ„еҗ„з§Қйқҷжӯўд»¶е’ҢиҪ¬еҠЁд»¶пјҢеҰӮзӣҳгҖҒзҺҜ件гҖҒжңәеҢЈгҖҒиҪҙгҖҒеҸ¶зүҮгҖҒзҙ§еӣә件гҖҒеј№жҖ§е…ғ件гҖҒзҮғж°”еҜјз®ЎгҖҒеҜҶе°Ғе…ғ件зӯүе’Ңз„ҠжҺҘз»“жһ„件пјӣеҲ¶йҖ ж ёиғҪе·Ҙдёҡеә”з”Ёзҡ„еҗ„з§Қеј№жҖ§е…ғ件е’Ңж јжһ¶пјӣеҲ¶йҖ зҹіжІ№е’ҢеҢ–е·ҘйўҶеҹҹеә”з”Ёзҡ„йӣ¶д»¶еҸҠе…¶д»–йӣ¶д»¶гҖӮ
иҝ‘е№ҙжқҘпјҢеңЁеҜ№иҜҘеҗҲйҮ‘з ”з©¶дёҚж–ӯж·ұеҢ–е’ҢеҜ№иҜҘеҗҲйҮ‘еә”з”ЁдёҚж–ӯжү©еӨ§зҡ„еҹәзЎҖдёҠпјҢдёәжҸҗй«ҳиҙЁйҮҸе’ҢйҷҚдҪҺжҲҗжң¬пјҢеҸ‘еұ•дәҶеҫҲеӨҡж–°е·Ҙиүәпјҡзңҹз©әз”өеј§йҮҚзҶ”жҳҜйҮҮз”Ёж°Ұж°”еҶ·еҚҙе·ҘиүәпјҢжңүж•ҲеҮҸиҪ»й“ҢеҒҸжһҗпјӣйҮҮз”Ёе–·е°„жҲҗеһӢе·ҘиүәпјҢз”ҹдә§зҺҜ件пјҢйҷҚдҪҺз”ҹдә§жҲҗжң¬е’Ңзј©зҹӯз”ҹдә§е‘ЁжңҹпјӣйҮҮз”Ёи¶…еЎ‘жҲҗеһӢе·ҘиүәпјҢжү©еӨ§дә§е“Ғзҡ„з”ҹдә§иҢғеӣҙгҖӮ
дәҢгҖҒGH4169 зү©зҗҶеҸҠеҢ–еӯҰжҖ§иғҪ
2.1 GH4169 зғӯжҖ§иғҪ
2.1.1 GH4169 зҶ”еҢ–жё©еәҰиҢғеӣҙ 1260пҪһ1320в„ғгҖӮ
2.1.2 GH4169 зғӯеҜјзҺҮ и§ҒиЎЁ2-1гҖӮ
иЎЁ2-1[2]
|
Оё/в„ғ |
11 |
100 |
200 |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
|
О»/пјҲW/пјҲmВ·в„ғпјүпјү |
13.4 |
14.7 |
15.9 |
17.8 |
18.3 |
19.6 |
21.2 |
22.8 |
23.6 |
7.6 |
30.4 |
2.1.3 GH4169 жҜ”зғӯе®№ и§ҒиЎЁ2-2гҖӮ
2.1.4 GH4169зәҝиҶЁиғҖзі»ж•° и§ҒиЎЁ2-3пјӣ
2.2 GH4169еҜҶеәҰ ПҒ=8.24g/cm3гҖӮ
2.3 GH4169з”өжҖ§иғҪ
иЎЁ2-2[2]
|
Оё/в„ғ |
300 |
400 |
500 |
600 |
700 |
800 |
900 |
1000 |
|
c/пјҲJ/пјҲkgВ·в„ғпјүпјү |
481.4 |
493.9 |
514.8 |
539.0 |
573.4 |
615.4 |
657.2 |
707.4 |
иЎЁ2-3[2]
|
Оё/в„ғ |
20пҪһ100 |
20пҪһ200 |
20пҪһ300 |
20пҪһ400 |
20пҪһ500 |
20пҪһ600 |
20пҪһ700 |
20пҪһ800 |
20пҪһ900 |
20пҪһ1000 |
|
Оұ/10-6в„ғ-1 |
11.8 |
13.0 |
13.5 |
14.1 |
14.4 |
14.8 |
15.4 |
17.0 |
18.4 |
18.7 |
2.4 GH4169зЈҒжҖ§иғҪ еҗҲйҮ‘ж— зЈҒжҖ§гҖӮ
2.5 GH4169еҢ–еӯҰжҖ§иғҪ
2.5.1 GH4169жҠ—ж°§еҢ–жҖ§иғҪ еңЁз©әж°”д»ӢиҙЁдёӯиҜ•йӘҢ100hеҗҺзҡ„ж°§еҢ–йҖҹзҺҮи§ҒиЎЁ 2-4гҖӮ
иЎЁ2-4
|
Оё/в„ғ |
600 |
700 |
800 |
900 |
1000 |
|
ж°§еҢ–йҖҹзҺҮ/(g/(m2В·h)) |
0.0176 |
0.0277 |
0.0351 |
0.0961 |
0.1620 |
дёүгҖҒGH4169еҠӣеӯҰжҖ§иғҪ
дјҳиҙЁжЈ’жқҗжҠҖжңҜж ҮеҮҶ规е®ҡзҡ„жҖ§иғҪи§ҒиЎЁ3-1гҖӮ
иЎЁ3-1[1]
|
и§„ж ј d/mm |
еҸ–ж ·ж–№еҗ‘ |
Оё/в„ғ |
жӢүдјёжҖ§иғҪ дёҚе°ҸдәҺ |
HBS |
жҢҒд№…жҖ§иғҪ |
|||||
|
ПғP0.2/MPa |
Пғb/MPa |
Оҙ5/% |
ПҲ/% |
Пғ/MPa |
t/h |
Оҙ5/% |
||||
|
вүӨ125 |
зәөеҗ‘ |
20 650 |
1030 860 |
1280 1000 |
12 12 |
15 15 |
вүҘ346 --- |
--- 690 |
--- вүҘ25 |
--- вүҘ5 |
|
126~200 |
жЁӘеҗ‘ |
20 650 |
1030 860 |
1240 965 |
6 6 |
8 8 |
--- --- |
--- 690 |
--- вүҘ25 |
--- --- |
|
пјһ200 |
жЁӘеҗ‘ |
20 650 |
1020 800 |
1230 900 |
6 6 |
8 8 |
--- --- |
--- 690 |
--- вүҘ25 |
--- --- |
жіЁпјҡзғӯеӨ„зҗҶеҲ¶еәҰпјҡв…ЎгҖӮ
еӣӣгҖҒGH4169з»„з»Үз»“жһ„
4.1 зӣёеҸҳжё©еәҰ Оі"зӣёжҳҜиҜҘеҗҲйҮ‘зҡ„дё»иҰҒејәеҢ–зӣёпјҢе…¶жңҖй«ҳзЁіе®ҡжё©еәҰжҳҜ650в„ғпјҢејҖе§ӢеӣәзҶ”жё©еәҰдёә840пҪһ870в„ғпјҢе®Ңе…ЁеӣәзҶ”жё©еәҰжҳҜ950в„ғпјҢОівҖІзӣёд№ҹжҳҜиҜҘеҗҲйҮ‘зҡ„ејәеҢ–зӣёпјҢдҪҶж•°йҮҸе°‘дәҺОі"зӣёпјҢе…¶жһҗеҮәжё©еәҰжҳҜ600в„ғпјҢе®Ңе…ЁзҶ”и§Јжё©еәҰжҳҜ840в„ғпјӣОҙзӣёзҡ„ејҖе§ӢжһҗеҮәжё©еәҰжҳҜ700в„ғпјҢжһҗеҮәеі°жё©еәҰжҳҜ940в„ғпјҢ980в„ғејҖе§ӢзҶ”и§ЈпјҢе®Ңе…ЁзҶ”и§Јжё©еәҰжҳҜ1020в„ғгҖӮ

4.2 ж—¶й—ҙ-жё©еәҰ-з»„з»ҮиҪ¬еҸҳжӣІзәҝ и§Ғеӣҫ4-1гҖӮ
4.3 еҗҲйҮ‘з»„з»Үз»“жһ„
4.3.1 еҗҲйҮ‘ж ҮеҮҶзғӯеӨ„зҗҶзҠ¶жҖҒзҡ„з»„з»Үз”ұОіеҹәдҪ“гҖҒОівҖІгҖҒОі"гҖҒОҙгҖҒNbCзӣёз»„жҲҗгҖӮОі"(Ni3Nb)зӣёжҳҜдё»иҰҒејәеҢ–зӣёпјҢдёәдҪ“еҝғеӣӣж–№жңүеәҸз»“жһ„зҡ„дәҡзЁіе®ҡзӣёпјҢе‘ҲеңҶзӣҳзҠ¶еңЁеҹәдҪ“дёӯејҘж•Је…ұж јжһҗеҮәпјҢеңЁй•ҝжңҹж—¶ж•ҲжҲ–й•ҝжңҹеә”з”Ёжңҹй—ҙпјҢжңүеҗ‘ОҙзӣёиҪ¬еҸҳзҡ„и¶ӢеҠҝпјҢдҪҝејәеәҰдёӢйҷҚгҖӮОівҖІ(Ni3(AlгҖҒTi))зӣёзҡ„ж•°йҮҸж¬ЎдәҺОі"зӣёпјҢе‘ҲзҗғзҠ¶ејҘж•ЈжһҗеҮәпјҢеҜ№еҗҲйҮ‘иө·дёҖйғЁеҲҶејәеҢ–дҪңз”ЁгҖӮОҙзӣёдё»иҰҒеңЁжҷ¶з•ҢжһҗеҮәпјҢе…¶еҪўиІҢдёҺй”»йҖ жңҹй—ҙзҡ„з»Ҳй”»жё©еәҰжңүе…іпјҢз»Ҳй”»жё©еәҰеңЁ900в„ғпјҢеҪўжҲҗй’ҲзҠ¶пјҢеңЁжҷ¶з•Ңе’Ңжҷ¶еҶ…жһҗеҮәпјӣз»Ҳй”»жё©еәҰиҫҫ930в„ғпјҢОҙзӣёе‘Ҳйў—зІ’зҠ¶пјҢеқҮеҢҖеҲҶеёғпјӣз»Ҳй”»жё©еәҰиҫҫ950в„ғпјҢОҙзӣёе‘ҲзҹӯжЈ’зҠ¶пјҢеҲҶеёғдәҺжҷ¶з•Ңдёәдё»пјӣз»Ҳй”»жё©еәҰиҫҫ980в„ғпјҢеңЁжҷ¶з•ҢжһҗеҮәе°‘йҮҸй’ҲзҠ¶ОҙзӣёпјҢ锻件еҮәзҺ°жҢҒд№…зјәеҸЈж•Ҹж„ҹжҖ§гҖӮз»Ҳй”»жё©еәҰиҫҫеҲ°1020в„ғжҲ–жӣҙй«ҳпјҢ锻件дёӯж— ОҙзӣёжһҗеҮәпјҢжҷ¶зІ’йҡҸд№ӢзІ—еҢ–пјҢ锻件жңүжҢҒд№…зјәеҸЈж•Ҹж„ҹжҖ§гҖӮй”»йҖ иҝҮзЁӢдёӯпјҢОҙзӣёеңЁжҷ¶з•ҢжһҗеҮәпјҢиғҪиө·еҲ°й’үжүҺдҪңз”ЁпјҢйҳ»зўҚжҷ¶зІ’зІ—еҢ–гҖӮ
4.3.2 LзӣёжҳҜеҸҳеҪўGH4169еҗҲйҮ‘дёӯдёҚе…Ғи®ёеӯҳеңЁзҡ„зӣёпјҢиҜҘзӣёеҜҢй“ҢпјҢеӯҳеңЁдәҺй“ёй”ӯжһқжҷ¶й—ҙпјҢйҷҚдҪҺй“ёй”ӯеҲқзҶ”зӮ№пјҢй“ёй”ӯдёӯLзӣёеӣәжә¶жё©еәҰе’ҢеқҮеҢҖеҢ–ж—¶й—ҙзҡ„е…ізі»и§Ғеӣҫ4-2гҖӮ
4.3.3 жҷ¶зІ’еәҰ
4.3.3.1 еҗҲйҮ‘еңЁй«ҳжё©еӣәзҶ”пјҲдҝқжё©2hпјүж—¶зҡ„жҷ¶зІ’й•ҝеӨ§еҖҫеҗ‘и§Ғеӣҫ4-3гҖӮ

4.3.3.2 жЈ’жқҗпјҲеҺҹе§Ӣжҷ¶зІ’9пҪһ9.5зә§пјүз»ҸдёҚеҗҢжё©еәҰеҠ зғӯ并д»ҘдёҚеҗҢеҸҳеҪўйҮҸй”»йҖ еҸҳеҪўеҗҺпјҢеҶҚз»ҸиҝҮж ҮеҮҶзғӯеӨ„зҗҶпјҲеӣәжә¶жё©еәҰ965в„ғпјҢ1hпјүпјҢе…¶жҷ¶зІ’еәҰзҡ„еҸҳеҢ–и§ҒиЎЁ4-1гҖӮ
4.3.3.3 锻件жҠҖжңҜж ҮеҮҶ规е®ҡпјҢжҷ®йҖҡ锻件平еқҮжҷ¶зІ’еәҰдёә4зә§пјҢе…Ғи®ёдёӘеҲ«2зә§пјҢй«ҳејә锻件平еқҮжҷ¶зІ’еәҰдёә8зә§пјҢе…Ғи®ёдёӘеҲ«2зә§пјӣзӣҙжҺҘж—¶ж•Ҳ锻件平еқҮжҷ¶зІ’еәҰеә”дёә10зә§жҲ–жӣҙз»ҶгҖӮ
4.3.4 зӣҙжҺҘж—¶ж•Ҳзҡ„锻件еңЁ600пҪһ700в„ғй•ҝжңҹж—¶ж•Ҳ500hеҗҺпјҢжһҗеҮәзӣёж•°йҮҸзҡ„еҸҳеҢ–и§ҒиЎЁ4-2гҖӮ
иЎЁ4-1[19]
|
й”»йҖ еҠ зғӯжё©еәҰ/в„ғ |
д»ҘдёӢеҸҳеҪўзЁӢеәҰзҡ„жҷ¶зІ’еәҰ/зә§ |
й”»йҖ еҠ зғӯжё©еәҰ/в„ғ |
д»ҘдёӢеҸҳеҪўзЁӢеәҰзҡ„жҷ¶зІ’еәҰ/зә§ |
||||||||||
|
15% |
25% |
35% |
55% |
65% |
80% |
15% |
25% |
35% |
55% |
65% |
80% |
||
|
1050 1030 1020 |
6 7 7 |
7 8 7пҪһ8 |
8 8пҪһ9 7 |
8пҪһ9 8пҪһ7 8пҪһ9 |
9пҪһ8 8пҪһ9 9 |
9(7) 8пҪһ9 9 |
1000 980 |
8 8 |
9 9пҪһ10 |
8пҪһ9 10 |
10 9пҪһ10 |
10пҪһ9 10пҪһ11 |
10 11 |
иЎЁ4-2[11]
|
ж—¶ж•Ҳ规иҢғ |
жһҗеҮәзӣёж•°йҮҸ/% |
||
|
Оё/в„ғ |
t/h |
Оҙ-Ni3NbпјӢMC |
Оі"-Ni3NbпјҢ ОівҖІ-Ni3(AlпјҢTiпјҢNb) |
|
зӣҙжҺҘж—¶ж•ҲзҠ¶жҖҒ |
6.45 |
19.21 |
|
|
600 650 700 |
500 500 500 |
6.30 7.48 10.31 |
20.62 18.68 15.18 |
дә”гҖҒGH4169е·ҘиүәжҖ§иғҪдёҺиҰҒжұӮ
5.1 жҲҗеһӢжҖ§иғҪ
5.1.1 еӣ GH4169еҗҲйҮ‘дёӯй“Ңеҗ«йҮҸй«ҳпјҢеҗҲйҮ‘дёӯзҡ„й“ҢеҒҸжһҗзЁӢеәҰдёҺеҶ¶йҮ‘е·ҘиүәзӣҙжҺҘзӣёе…ігҖӮз”өжёЈйҮҚзҶ”е’Ңзңҹз©әз”өеј§зҶ”зӮјзҡ„зҶ”зӮјйҖҹеәҰе’Ңз”өжһҒжЈ’зҡ„иҙЁйҮҸзҠ¶жҖҒзӣҙжҺҘеҪұе“ҚжқҗиҙЁзҡ„дјҳеҠЈгҖӮзҶ”йҖҹеҝ«пјҢжҳ“еҪўжҲҗеҜҢй“Ңзҡ„й»‘ж–‘пјӣзҶ”йҖҹж…ўпјҢдјҡеҪўжҲҗиҙ«й“Ңзҡ„зҷҪж–‘пјӣз”өжһҒжЈ’иЎЁйқўиҙЁйҮҸе·®е’Ңз”өжһҒжЈ’еҶ…йғЁжңүиЈӮзә№пјҢеқҮжҳ“еҜјиҮҙзҷҪж–‘зҡ„еҪўжҲҗпјҢжүҖд»ҘпјҢжҸҗй«ҳз”өжһҒжЈ’иҙЁйҮҸе’ҢжҺ§еҲ¶зҶ”йҖҹеҸҠжҸҗй«ҳй’ўй”ӯзҡ„еҮқеӣәйҖҹзҺҮжҳҜеҶ¶зӮје·Ҙиүәзҡ„е…ій”®еӣ зҙ гҖӮдёәйҒҝе…Қй’ўй”ӯдёӯзҡ„е…ғзҙ еҒҸжһҗиҝҮйҮҚпјҢиҮід»ҠйҮҮз”Ёзҡ„й’ўй”ӯзӣҙеҫ„дёҚеӨ§дәҺ508mmгҖӮ
еқҮеҢҖеҢ–е·Ҙиүәеҝ…йЎ»зЎ®дҝқй’ўй”ӯдёӯзҡ„Lзӣёе®Ңе…ЁзҶ”и§ЈгҖӮй’ўй”ӯдёӨйҳ¶ж®өеқҮеҢҖеҢ–е’Ңдёӯй—ҙеқҜдәҢж¬ЎеқҮеҢҖеҢ–еӨ„зҗҶзҡ„ж—¶й—ҙпјҢж №жҚ®й’ўй”ӯе’Ңдёӯй—ҙеқҜзҡ„зӣҙеҫ„иҖҢе®ҡгҖӮеқҮеҢҖеҢ–е·Ҙиүәзҡ„жҺ§еҲ¶дёҺжқҗж–ҷдёӯзҡ„й“ҢеҒҸжһҗзЁӢеәҰзӣҙжҺҘзӣёе…ігҖӮ
зӣ®еүҚз”ҹдә§дёӯйҮҮз”Ёзҡ„1160в„ғпјҢ20hВұ1180в„ғпјҢ44hзҡ„еқҮеҢҖеҢ–е·ҘиүәпјҢе°ҡдёҚи¶ід»Ҙж¶ҲйҷӨй’ўй”ӯдёӯеҝғзҡ„еҒҸжһҗпјҢеӣ жӯӨе»әи®®йҮҮз”Ёд»ҘдёӢеқҮеҢҖеҢ–е·Ҙиүәпјҡ
1. 1150пҪһ1160в„ғпјҢ20пҪһ30hпјӢ1180пҪһ1190в„ғпјҢ110пҪһ130hпјӣ
2. 1160в„ғпјҢ24hпјӢ1200в„ғпјҢ70h[20]гҖӮ
5.1.2 з»ҸеқҮеҢҖеҢ–еӨ„зҗҶзҡ„еҗҲйҮ‘е…·жңүиүҜеҘҪзҡ„зғӯеҠ е·ҘжҖ§иғҪпјҢй’ўй”ӯзҡ„ејҖеқҜеҠ зғӯжё©еәҰдёҚеҫ—и¶…иҝҮ1120в„ғгҖӮ锻件зҡ„й”»йҖ е·Ҙиүәеә”ж №жҚ®й”»д»¶дҪҝз”ЁзҠ¶еҶөе’Ңеә”з”ЁиҰҒжұӮпјҢз»“еҗҲз”ҹдә§еҺӮзҡ„з”ҹдә§жқЎд»¶иҖҢе®ҡгҖӮејҖеқҜе’Ңз”ҹдә§й”»д»¶жҳҜпјҢдёӯй—ҙйҖҖзҒ«жё©еәҰе’Ңз»Ҳй”»жё©еәҰеҝ…йЎ»ж №жҚ®йӣ¶д»¶жүҖиҰҒжұӮзҡ„з»„з»ҮзҠ¶жҖҒе’ҢжҖ§иғҪжқҘзЎ®е®ҡпјҢдёҖиҲ¬жғ…еҶөдёӢпјҢй”»йҖ зҡ„з»Ҳй”»жё©еәҰжҺ§еҲ¶еңЁ930пҪһ950в„ғд№Ӣй—ҙдёәе®ңгҖӮеҗ„зұ»й”»д»¶зҡ„й”»йҖ жё©еәҰе’ҢеҸҳеҪўзЁӢеәҰи§ҒиЎЁ5-1гҖӮ
иЎЁ5-1[17]
|
й”»йҖ зұ»еҲ« |
第дёҖж¬Ўй”»йҖ |
第дәҢж¬Ўй”»йҖ |
第дёүж¬Ўй”»йҖ |
|||
|
еҠ зғӯжё©еәҰ/в„ғ |
еҸҳеҪўйҮҸ/% |
еҠ зғӯжё©еәҰ/в„ғ |
еҸҳеҪўйҮҸ/% |
еҠ зғӯжё©еәҰ/в„ғ |
еҸҳеҪўйҮҸ/% |
|
|
жҷ®йҖҡ й«ҳејә зӣҙжҺҘж—¶ж•Ҳ |
1065пҪһ1090 1040пҪһ1065 995пҪһ1025 |
- - >50 |
1040пҪһ1065 1010пҪһ1040 970пҪһ995 |
- 30пҪһ50 >50 |
4пҪһ6 8 10 |
е…Ғи®ё вүҘ2 вүҘ2 |
5.1.3 дёҺжқҝжқҗеҶ·жҲҗеҪўжңүе…ізҡ„жҖ§иғҪи§ҒиЎЁ5-2гҖӮ
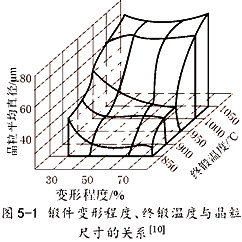
5.1.4 锻件зҡ„еҸҳеҪўзЁӢеәҰгҖҒз»Ҳй”»жё©еәҰе’Ңжҷ¶зІ’е°әеҜёд№Ӣй—ҙзҡ„е…ізі»и§Ғеӣҫ5-1гҖӮ
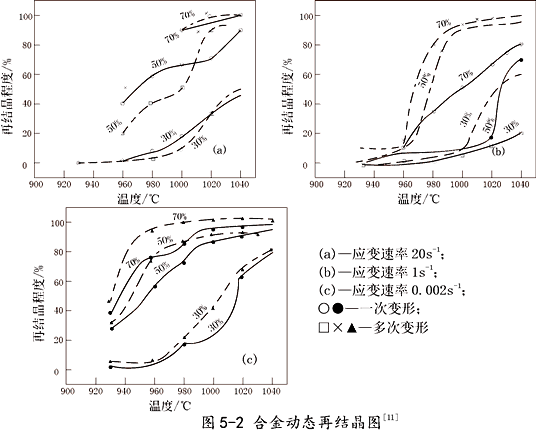
5.1.5 еҗҲйҮ‘еҠЁжҖҒеҶҚз»“жҷ¶и§Ғеӣҫ5-2гҖӮ
5.1.6 еҸ‘еҠЁжңәеҸ¶зүҮ模锻件з”ұйЎ¶й”»е’Ңз»Ҳй”»дәҢйҒ“е·ҘеәҸжЁЎй”»иҖҢжҲҗпјҢдёҚеҗҢзҡ„й”»йҖ еҠ зғӯжё©еәҰеҜ№еҸ¶зүҮз»јеҗҲжҖ§иғҪзҡ„еҪұе“Қи§ҒиЎЁ5-3пјҢд»Ҙ1020в„ғйЎ¶й”»е’Ңз»Ҳй”»зҡ„еҸ¶зүҮз»„з»ҮжҖ§иғҪдёәжңҖдҪігҖӮ
5.1.7 еҗҲйҮ‘еңЁй«ҳжё©дёӢзҡ„еҸҳеҪўжҠ—еҠӣжӣІзәҝи§Ғеӣҫ5-3гҖӮ
5.2 з„ҠжҺҘжҖ§иғҪ еҗҲйҮ‘е…·жңүж»Ўж„Ҹзҡ„з„ҠжҺҘжҖ§иғҪпјҢеҸҜз”Ёж°©еј§з„ҠгҖҒз”өеӯҗжқҹз„ҠгҖҒзјқз„ҠгҖҒзӮ№з„Ҡзӯүж–№жі•иҝӣиЎҢз„ҠжҺҘгҖӮ
еҜ№зӣҙжҺҘж—¶ж•ҲзҠ¶жҖҒзҡ„йӣ¶йғЁд»¶пјҢжҺЁиҚҗйҮҮз”ЁжғҜжҖ§ж‘©ж“Ұз„Ҡд»ҘдҝқжҢҒе…¶ејәеҢ–ж•ҲжһңпјҢйҖүз”ЁеҗҲйҖӮзҡ„ж‘©ж“Ұз„Ҡе·ҘиүәеҸӮж•°пјҢеңЁдҝқз•ҷз»Ҷжҷ¶з»„з»Үзҡ„еҗҢж—¶пјҢз„Ҡзјқиҫ№зјҳеҸҠзғӯеҪұе“ҚеҢәиҝҳеҸҜд»Ҙдҝқз•ҷејәеҢ–зӣёОівҖІе’ҢОі"д»ҘеҸҠОҙзӣёпјҢеӣ жӯӨеҜ№жҺҘеӨҙжҖ§иғҪж— жҳҺжҳҫеҪұе“ҚпјҢеҜ№зӣҙжҺҘж—¶ж•Ҳзҡ„锻件пјҢеҸҜеңЁй”»йҖ зҠ¶жҖҒиҝӣиЎҢж‘©ж“Ұз„ҠпјҢз„ҠеҗҺеҶҚиҝӣиЎҢзӣҙжҺҘж—¶ж•ҲеӨ„зҗҶпјҲеҲ¶еәҰв…ўпјүпјҢеҸҜиҺ·еҫ—жҢҒд№…ејәеәҰеҫҲй«ҳзҡ„з„ҠжҺҘжҺҘеӨҙ[21]гҖӮ
иЎЁ5-2
|
зҶ”зӮје·Ҙиүә |
жқҝеҺҡ/mm |
зҠ¶жҖҒ |
жқҜзӘҒж·ұеәҰ/mm |
еҸҚеӨҚејҜжӣІж¬Ўж•° |
жһҒйҷҗж·ұеҶІзі»ж•° |
|
зңҹз©әж„ҹеә”еҠ з”өжёЈ |
1.5 |
950в„ғеӣәжә¶ |
11.5 |
17.5 |
1.96 |
иЎЁ5-3[19]
|
й”»йҖ еҠ зғӯжё©еәҰ/в„ғ |
20в„ғжӢүдјёжҖ§иғҪ |
650в„ғжӢүдјёжҖ§иғҪ |
650в„ғпјҢ690MPaжҢҒд№…жҖ§иғҪ |
||||||||
|
йЎ¶й”» |
з»Ҳй”» |
Пғb/MPa |
ПғP0.2/MPa |
Оҙ5/% |
ПҶ/% |
Пғb/MPa |
ПғP0.2/MPa |
Оҙ5/% |
ПҶ/% |
t/h |
Оҙ5/% |
|
1050 1020 1020 1020 |
1000 980 1000 1020 |
1340 1405 1375 1420 |
1040 1100 1035 1150 |
22.5 20.5 23.5 23.2 |
52.2 44.7 51.5 42.7 |
1115 1130 1125 1128 |
957 955 920 965 |
18.8 22.4 17.2 18.6 |
22.2 29.5 21.5 25.5 |
48 52 57 43 |
5.2 11.2 5.5 12.8 |
 5.3 йӣ¶д»¶зғӯеӨ„зҗҶе·Ҙиүә иҲӘз©әйӣ¶д»¶зҡ„зғӯеӨ„зҗҶйҖҡеёёжҢү1.5жқЎи§„е®ҡзҡ„в…ЎгҖҒв…ўдёӨз§ҚеҲ¶еәҰпјҢеҚіж ҮеҮҶзғӯеӨ„зҗҶеҲ¶еәҰе’ҢзӣҙжҺҘж—¶ж•ҲзғӯеӨ„зҗҶеҲ¶еәҰиҝӣиЎҢгҖӮеҶҚжңүжҠҖжңҜдҫқжҚ®зҡ„жқЎд»¶дёӢпјҢд№ҹеҸҜйҮҮз”Ёе…¶д»–еҲ¶еәҰзғӯеӨ„зҗҶгҖӮжҢүж ҮеҮҶеҲ¶еәҰзғӯеӨ„зҗҶж—¶пјҢеӣәжә¶еӨ„зҗҶеҸҜеңЁ950пҪһ980в„ғиҢғеӣҙеҶ…пјҢеңЁйҖүе®ҡзҡ„жё©еәҰВұ10в„ғдёӢиҝӣиЎҢгҖӮ
5.3 йӣ¶д»¶зғӯеӨ„зҗҶе·Ҙиүә иҲӘз©әйӣ¶д»¶зҡ„зғӯеӨ„зҗҶйҖҡеёёжҢү1.5жқЎи§„е®ҡзҡ„в…ЎгҖҒв…ўдёӨз§ҚеҲ¶еәҰпјҢеҚіж ҮеҮҶзғӯеӨ„зҗҶеҲ¶еәҰе’ҢзӣҙжҺҘж—¶ж•ҲзғӯеӨ„зҗҶеҲ¶еәҰиҝӣиЎҢгҖӮеҶҚжңүжҠҖжңҜдҫқжҚ®зҡ„жқЎд»¶дёӢпјҢд№ҹеҸҜйҮҮз”Ёе…¶д»–еҲ¶еәҰзғӯеӨ„зҗҶгҖӮжҢүж ҮеҮҶеҲ¶еәҰзғӯеӨ„зҗҶж—¶пјҢеӣәжә¶еӨ„зҗҶеҸҜеңЁ950пҪһ980в„ғиҢғеӣҙеҶ…пјҢеңЁйҖүе®ҡзҡ„жё©еәҰВұ10в„ғдёӢиҝӣиЎҢгҖӮ
5.4 иЎЁйқўеӨ„зҗҶе·Ҙиүә еҝ…иҰҒж—¶еҸҜеҜ№йӣ¶д»¶иЎЁйқўеұҖйқўиҝӣиЎҢе–·дёёејәеҢ–гҖҒеӯ”жҢӨеҺӢејәеҢ–жҲ–иһәзә№ж»ҡеҺӢејәеҢ–е·ҘеәҸпјҢдҪҝйӣ¶д»¶еңЁдәӨеҸҳиҪҪиҚ·жқЎд»¶дёӢе·ҘдҪңзҡ„еҜҝе‘ҪжҲҗеҖҚеўһй•ҝгҖӮ
еҜ№иҰҒжұӮе–·ж¶ӮиҖҗзЈЁе°ҒдёҘж¶ӮеұӮзҡ„йӣ¶д»¶пјҢеҸҜйҮҮз”ЁзӯүзҰ»еӯҗе–·ж¶ӮжҲ–зҲҶзӮёе–·ж¶Ӯе·ҘиүәпјҢд»ҘзҲҶзӮёе–·ж¶ӮдёәдҪіпјҢзҲҶзӮёе–·ж¶Ӯж¶ӮеұӮдёҺеҹәдҪ“з»“еҗҲејәеәҰй«ҳпјҢж¶ӮеұӮиҮҙеҜҶгҖҒзЎ¬еәҰй«ҳгҖҒеӯ”йҡҷзҺҮдҪҺпјҢиҖҗзЈЁжҖ§еҘҪгҖӮ
5.5 еҲҮеүҠеҠ е·ҘдёҺзЈЁеүҠжҖ§иғҪ еҗҲйҮ‘еҸҜж»Ўж„Ҹең°иҝӣиЎҢеҲҮеүҠеҠ е·ҘгҖӮ
жңәжў°еҠ е·Ҙж—¶еҝ…йЎ»зЎ®дҝқеңҶеј§иҫҫеҲ°и®ҫи®ЎиҰҒжұӮе’Ңе№іж»‘иҝҮжёЎпјҢдёҚе…Ғи®ёеңЁжңәжў°еҠ е·ҘгҖҒиЈ…й…ҚжҲ–иҝҗиҫ“дёӯеҮәзҺ°е°–и§’гҖҒеқ‘дёҺеҲ’дјӨзјәеҸЈпјҢеӣ дёәеңЁиҝҷдәӣзјәйҷ·еҮәпјҢеҸҜеҪўжҲҗиҝҮйҮҸзҡ„еә”еҠӣйӣҶдёӯпјҢеңЁдҪҝз”ЁдёӯдјҡеҜјиҮҙдёҘйҮҚдәӢж•…зҡ„еҸ‘з”ҹгҖӮ
е…ӯгҖҒGH4169(GH169) дҪҺжё©жҠ—жӢүеҸҠеұҲжңҚжҖ§иғҪпјҲеҗ«зғӯеӨ„зҗҶе·Ҙиүәпјү
иЎЁ6-1вҖ”жё©еәҰеҜ№зғӯиҪ§жЈ’жқҗзҡ„жӢүдјёжҖ§иғҪеҪұе“Қ
иЎЁ6-1
|
жё©еәҰ/в„ғ |
жҠ—жӢүејәеәҰПғb/MPa |
еұҲжңҚејәеәҰПғP0.2/MPa |
дјёй•ҝзҺҮ/% |
收缩зҺҮ/% |
|
-195.5 |
1634.4 |
1196.5 |
26.0 |
27.0 |
|
-51.1 |
1389.6 |
1089.6 |
23.0 |
33.5 |
|
26.6 |
1313.7 |
1058.6 |
22.0 |
32.5 |
|
648.8 |
1134.4 |
999.9 |
28.0 |
59.2 |
|
704.4 |
1003.4 |
917.2 |
22.0 |
34.0 |
жіЁпјҡд»ҘдёҠж ·е“ҒзғӯеӨ„зҗҶе·Ҙиүәпјҡ980в„ғВұ5в„ғйҖҖзҒ«пјҢ1е°Ҹж—¶+720в„ғВұ5в„ғж—¶ж•ҲпјҢ8е°Ҹж—¶пјҢз©әеҶ·иҮі620в„ғВұ5в„ғпјҢеңЁ620в„ғВұ5в„ғдҝқжё©еҲ°жҖ»ж—¶ж•Ҳж—¶й—ҙиҫҫеҲ°18е°Ҹж—¶пјҢ+з©әеҶ·
иЎЁ6-2вҖ”锻件пјҲзҹӯжЁӘеҗ‘е®һйӘҢпјүзҡ„дҪҺжё©жҖ§иғҪ
иЎЁ6-2
|
жё©еәҰ/в„ғ |
жҠ—жӢүејәеәҰПғb/MPa |
еұҲжңҚејәеәҰПғP0.2/MPa |
дјёй•ҝзҺҮ/% |
收缩зҺҮ/% |
|
980в„ғВұ5в„ғеӣәжә¶йҖҖзҒ«пјҢж°ҙеҶ·+720в„ғВұ5в„ғпјҢ8е°Ҹж—¶жІүж·ҖзЎ¬еҢ–пјҢзӮүеҶ·иҮі620в„ғВұ5в„ғдҝқжё© еҲ°жҖ»ж—¶ж•Ҳж—¶й—ҙиҫҫеҲ°18е°Ҹж—¶+з©әеҶ· |
||||
|
RT |
1290 |
1144.0 |
17.0 |
23.0 |
|
-79 |
1371.6 |
1202.6 |
17.2 |
20.0 |
|
-195.5 |
1579 |
1288.0 |
14.0 |
14.0 |
|
-253 |
1635.7 |
1344.0 |
13.5 |
11.5 |
|
жё©еәҰ/в„ғ |
жҠ—жӢүејәеәҰПғb/MPa |
еұҲжңҚејәеәҰПғP0.2/MPa |
дјёй•ҝзҺҮ/% |
收缩зҺҮ/% |
|
1065в„ғВұ5в„ғ,45minпјҢж°ҙеҶ·+760в„ғВұ5в„ғпјҢ10е°Ҹж—¶жІүж·ҖзЎ¬еҢ–пјҢзӮүеҶ·иҮі650в„ғВұ5в„ғдҝқжё© еҲ°жҖ»ж—¶ж•Ҳж—¶й—ҙиҫҫеҲ°20е°Ҹж—¶+з©әеҶ· |
||||
|
RT |
1251.6 |
1018.5 |
19.0 |
24.5 |
|
-79 |
1351.0 |
1090.0 |
15.0 |
18.5 |
|
-195.5 |
1577.0 |
1218.5 |
17.5 |
19.5 |
|
-253 |
1684.0 |
1288.0 |
16.5 |
18.0 |